Mar 10, 2022
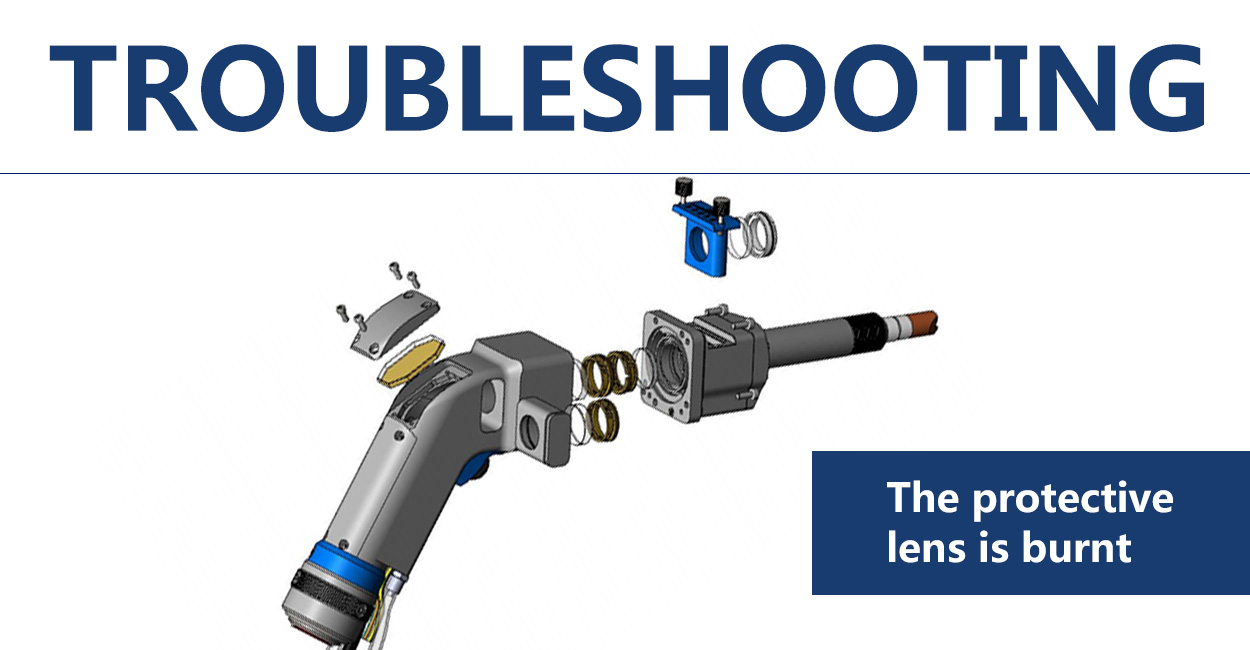
Проблема со сварочной головкой: защитный газ в норме, но лазер не работает
Проявление: В состоянии сварки, после нажатия на курок, воздух направляется на проволоку, и красный свет нормально виден, но лазер не излучается . Анализ причины: Логически, когда газ закончился, исходящий сигнал также будет быть отправлены. Когда лазер не получает исходящий сигнал (отказ порта) или в лазере возникла проблема Решение; (1) Сначала исключите наличие аварийного сигнала в самом лазере (2) Если он включает в себя нормальное состояние после выключения и перезапуска, большинство из них могут быть сбрасываемые аварийные сигналы самого лазера, рекомендуется связаться с производителем лазера или следить за внутренним аварийным сигналом (3) На предмет того, получил ли лазер триггерный сигнал, две схемы для проверки Самое простое — связать программное обеспечение для мониторинга лазера, чтобы увидеть, какой сигнал отсутствует. Кроме того, можно измерить сигнальный порт третьего сигнального интерфейса. Как правило, лазер излучает свет только тогда, когда он получает активный/ШИМ/аналоговый сигнал, поэтому мы можем измерить, излучается ли сигнал в рабочем состоянии (пожалуйста, убедитесь, что Измерьте каждый порт интерфейса сигнала 3 и отключите лазерный провод в рабочем состоянии при выходе воздуха) Сигнал включения: 2/4-контактное выходное напряжение 24 В; Сигнал демодуляции ШИМ-модуляции: 6/7-контактный Выходное напряжение 24 В; Аналоговый сигнал: 4/5-контактное равное пропорциональное напряжение, 10 В при полной мощности; Если вышеуказанный сигнал является нормальным и по-прежнему не излучает свет, обратитесь к производителю лазера, чтобы решить эту проблему; Если один из сигналов включения/ШИМ не имеет напряжения, его можно использовать вместе, например, ШИМ, соединяющий сигнальный контакт включения; Если в аналоговом количестве нет напряжения, а красный свет является линией, вернитесь на завод для ремонта или замены материнской платы; Если напряжения в аналоге нет, а красная лампочка - это точка, проверьте, не перепутан ли импульсный источник питания 15В ±....
Подробнее








 Поддерживается сеть IPv6
Поддерживается сеть IPv6