

ą¤čĆąŠčåąĄčüčü čüą▓ą░čĆą║ąĖ: ąŠą▒čĆą░ąĘąŠą▓ą░ąĮąĖąĄ ąĖ ą┐čĆąĄą┤ąŠčéą▓čĆą░čēąĄąĮąĖąĄ ąŠą▒čĆą░ąĘąŠą▓ą░ąĮąĖčÅ ą┐čāąĘčŗčĆąĄą╣
Dec 01, 2023ą¤ąŠč湥ą╝čā ą┐ąŠčÅą▓ą╗čÅčÄčéčüčÅ ą┐ąŠčĆčŗ?
ąÆąĮčāčéčĆąĄąĮąĮčÅčÅ čćą░čüčéčī ąŠčéą▓ąĄčĆčüčéąĖčÅ ą┤ą╗čÅ ą╗ą░ąĘąĄčĆąĮąŠą╣ čüą▓ą░čĆą║ąĖ ąĮą░čģąŠą┤ąĖčéčüčÅ ą▓ ąĮąĄčüčéą░ą▒ąĖą╗čīąĮąŠą╝ ą▓ąĖą▒čĆą░čåąĖąŠąĮąĮąŠą╝ čüąŠčüč鹊čÅąĮąĖąĖ. ąóąĄč湥ąĮąĖąĄ ą┤čŗčĆčŗ ąĖ čĆą░čüą┐ą╗ą░ą▓ą╗ąĄąĮąĮąŠą╣ ą▓ą░ąĮąĮčŗ ąŠč湥ąĮčī čüąĖą╗čīąĮąŠąĄ. ą¤ą░čĆčŗ ą╝ąĄčéą░ą╗ą╗ą░ ą▓ąĮčāčéčĆąĖ ąŠčéą▓ąĄčĆčüčéąĖčÅ ą▓čŗčĆčŗą▓ą░čÄčéčüčÅ ąĮą░čĆčāąČčā, ą▓čŗąĘčŗą▓ą░čÅ ą┐ą░čĆąŠą▓ąŠą╣ ą▓ąĖčģčĆčī čā ąŠčéą▓ąĄčĆčüčéąĖčÅ ąŠčéą▓ąĄčĆčüčéąĖčÅ, ą║ąŠč鹊čĆčŗą╣ ą▓čéčÅą│ąĖą▓ą░ąĄčé ą▓ čüąĄą▒čÅ ąĘą░čēąĖčéąĮčŗą╣ ą│ą░ąĘ (Ar). ąØą░ ą┤ąĮąĄ ąŠčéą▓ąĄčĆčüčéąĖčÅ ą┐ąŠ ą╝ąĄčĆąĄ ą┐čĆąŠą┤ą▓ąĖąČąĄąĮąĖčÅ ąŠčéą▓ąĄčĆčüčéąĖčÅ čŹčéąĖ ąĘą░čēąĖčéąĮčŗąĄ ą│ą░ąĘčŗ ą▒čāą┤čāčé ą┐ąŠą┐ą░ą┤ą░čéčī ą▓ ą▓ą░ąĮąĮčā čĆą░čüą┐ą╗ą░ą▓ą░ ą▓ ą▓ąĖą┤ąĄ ą┐čāąĘčŗčĆčīą║ąŠą▓. ąśąĘ-ąĘą░ čćčĆąĄąĘą▓čŗčćą░ą╣ąĮąŠ ąĮąĖąĘą║ąŠą╣ čĆą░čüčéą▓ąŠčĆąĖą╝ąŠčüčéąĖ Ar ąĖ ą▒čŗčüčéčĆąŠą╣ čüą║ąŠčĆąŠčüčéąĖ ąŠčģą╗ą░ąČą┤ąĄąĮąĖčÅ ą┐čĆąĖ ą╗ą░ąĘąĄčĆąĮąŠą╣ čüą▓ą░čĆą║ąĄ ą┐čāąĘčŗčĆčīą║ąĖ ąĮąĄ čāčüą┐ąĄą▓ą░čÄčé ą▓čŗą╣čéąĖ ąĮą░čĆčāąČčā ąĖ ąĘą░ą┤ąĄčƹȹĖą▓ą░čÄčéčüčÅ ą▓ čüą▓ą░čĆąĮąŠą╝ čłą▓ąĄ, ąŠą▒čĆą░ąĘčāčÅ ą┐ąŠčĆčŗ. ąóą░ą║ąČąĄ ą┐čĆąĖčćąĖąĮąŠą╣ čÅą▓ą╗čÅąĄčéčüčÅ ą┐ą╗ąŠčģą░čÅ ąĘą░čēąĖčéą░. ąÆ ą┐čĆąŠčåąĄčüčüąĄ čüą▓ą░čĆą║ąĖ ą░ąĘąŠčé ą┐čĆąŠąĮąĖą║ą░ąĄčé ą▓ ą▓ą░ąĮąĮčā čĆą░čüą┐ą╗ą░ą▓ą░ čüąĮą░čĆčāąČąĖ. ąĀą░čüčéą▓ąŠčĆąĖą╝ąŠčüčéčī ą░ąĘąŠčéą░ ą▓ ąČąĖą┤ą║ąŠą╝ ąČąĄą╗ąĄąĘąĄ čüąĖą╗čīąĮąŠ ąŠčéą╗ąĖčćą░ąĄčéčüčÅ ąŠčé čĆą░čüčéą▓ąŠčĆąĖą╝ąŠčüčéąĖ ą░ąĘąŠčéą░ ą▓ čéą▓ąĄčĆą┤ąŠą╝ ąČąĄą╗ąĄąĘąĄ, ą┐ąŠčŹč鹊ą╝čā ą▓ ą┐čĆąŠčåąĄčüčüąĄ ąŠčģą╗ą░ąČą┤ąĄąĮąĖčÅ ąĖ ąĘą░čéą▓ąĄčĆą┤ąĄą▓ą░ąĮąĖčÅ ą╝ąĄčéą░ą╗ą╗ą░. ą¤ąŠčüą║ąŠą╗čīą║čā čĆą░čüčéą▓ąŠčĆąĖą╝ąŠčüčéčī ą░ąĘąŠčéą░ čüąĮąĖąČą░ąĄčéčüčÅ čü ą┐ąŠąĮąĖąČąĄąĮąĖąĄą╝ č鹥ą╝ą┐ąĄčĆą░čéčāčĆčŗ, ą║ąŠą│ą┤ą░ ą╝ąĄčéą░ą╗ą╗ čĆą░čüą┐ą╗ą░ą▓ą╗ąĄąĮąĮąŠą╣ ą▓ą░ąĮąĮčŗ ąŠčüčéčŗą▓ą░ąĄčé ąĖ ąĮą░čćąĖąĮą░ąĄčé ą║čĆąĖčüčéą░ą╗ą╗ąĖąĘąŠą▓ą░čéčīčüčÅ, čĆą░čüčéą▓ąŠčĆąĖą╝ąŠčüčéčī čĆąĄąĘą║ąŠ ąĖ ą▓ąĮąĄąĘą░ą┐ąĮąŠ ą┐ą░ą┤ą░ąĄčé. ąÆ čŹč鹊 ą▓čĆąĄą╝čÅ ą▒ąŠą╗čīčłąŠąĄ ą║ąŠą╗ąĖč湥čüčéą▓ąŠ ą│ą░ąĘą░ ą▓čŗą┐ą░ą┤ąĄčé ą▓ ąŠčüą░ą┤ąŠą║ čü ąŠą▒čĆą░ąĘąŠą▓ą░ąĮąĖąĄą╝ ą┐čāąĘčŗčĆčīą║ąŠą▓. ąĢčüą╗ąĖ čüą║ąŠčĆąŠčüčéčī ą┐ą╗ą░ą▓ą░ąĮąĖčÅ ą┐čāąĘčŗčĆčīą║ąŠą▓ ą╝ąĄąĮčīčłąĄ čüą║ąŠčĆąŠčüčéąĖ ą║čĆąĖčüčéą░ą╗ą╗ąĖąĘą░čåąĖąĖ ą╝ąĄčéą░ą╗ą╗ą░, ąŠą▒čĆą░ąĘčāąĄčéčüčÅ ą┐čāąĘčŗčĆčī. ą┐ąŠčĆčŗ.
ą£ąĄč鹊ą┤ ą╗ą░ąĘąĄčĆąĮąŠą╣ čüą▓ą░čĆą║ąĖ ą┤ą╗čÅ ą┐ąŠą┤ą░ą▓ą╗ąĄąĮąĖčÅ ą┐ąŠčĆ
1. ą¤ąŠą┤ą░ą▓ą╗ąĄąĮąĖąĄ ąŠą▒čĆą░ąĘąŠą▓ą░ąĮąĖčÅ čüą▓ą░čĆąŠčćąĮčŗčģ ą┐ąŠčĆ čü ą┐ąŠą╝ąŠčēčīčÄ čüąŠąŠčéą▓ąĄčéčüčéą▓čāčÄčēąĖčģ ą╝ąĄč鹊ą┤ąŠą▓ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĖ ą┐ąĄčĆąĄą┤ čüą▓ą░čĆą║ąŠą╣.
ą¤čĆąĄą┤čüą▓ą░čĆąŠčćąĮą░čÅ ąŠą▒čĆą░ą▒ąŠčéą║ą░ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĖ ŌĆö čŹčäč乥ą║čéąĖą▓ąĮčŗą╣ ą╝ąĄč鹊ą┤ ą║ąŠąĮčéčĆąŠą╗čÅ ą╝ąĄčéą░ą╗ą╗čāčĆą│ąĖč湥čüą║ąĖčģ ą┐ąŠčĆ ą▓ ą╗ą░ąĘąĄčĆąĮčŗčģ čüą▓ą░čĆąĮčŗčģ čłą▓ą░čģ ą░ą╗čÄą╝ąĖąĮąĖąĄą▓čŗčģ čüą┐ą╗ą░ą▓ąŠą▓. ą×ą▒čŗčćąĮąŠ ą╝ąĄč鹊ą┤čŗ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĖ ą▓ą║ą╗čÄčćą░čÄčé čäąĖąĘąĖč湥čüą║čāčÄ, ą╝ąĄčģą░ąĮąĖč湥čüą║čāčÄ ąĖ čģąĖą╝ąĖč湥čüą║čāčÄ ąŠčćąĖčüčéą║čā.
ą¤ąŠčüą╗ąĄ čüčĆą░ą▓ąĮąĄąĮąĖčÅ ą╗čāčćčłąĖą╝ čÅą▓ą╗čÅąĄčéčüčÅ ą┐čĆąŠčåąĄčüčü čģąĖą╝ąĖč湥čüą║ąŠą╣ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĖ ąĖčüą┐čŗčéą░č鹥ą╗čīąĮąŠą╣ ą┐ą╗ą░čüčéąĖąĮčŗ (ąŠčćąĖčēą░čÄčēąĄąĄ čüčĆąĄą┤čüčéą▓ąŠ ą┤ą╗čÅ ą╝ąĄčéą░ą╗ą╗ą░, čćąĖčüčéčÅčēą░čÅ ą▓ąŠą┤ą░, ą┐čĆąŠą╝čŗą▓ąŠčćąĮą░čÅ ą▓ąŠą┤ą░, čēąĄą╗ąŠčćąĮą░čÅ ą┐čĆąŠą╝čŗą▓ąŠčćąĮą░čÅ ą▓ąŠą┤ą░, ą┐čĆąŠą╝čŗą▓ąŠčćąĮą░čÅ ą║ąĖčüą╗ąŠčéą░, ą┐čĆąŠą╝čŗą▓ąŠčćąĮą░čÅ ą▓ąŠą┤ą░, čüčāčłą║ą░). ąĪčĆąĄą┤ąĖ ąĮąĖčģ ą┐čĆąĖ ą┐čĆąŠą╝čŗą▓ą║ąĄ čēąĄą╗ąŠčćčīčÄ ąĖčüą┐ąŠą╗čīąĘčāąĄčéčüčÅ 25% ą▓ąŠą┤ąĮčŗą╣ čĆą░čüčéą▓ąŠčĆ NaOH (ą│ąĖą┤čĆąŠą║čüąĖą┤ ąĮą░čéčĆąĖčÅ) ą┤ą╗čÅ čāą┤ą░ą╗ąĄąĮąĖčÅ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĮąŠą╣ č鹊ą╗čēąĖąĮčŗ ą╝ą░č鹥čĆąĖą░ą╗ą░, ą░ ą┐čĆąĖ čéčĆą░ą▓ą╗ąĄąĮąĖąĖ ąĖčüą┐ąŠą╗čīąĘčāąĄčéčüčÅ ą▓ąŠą┤ąĮčŗą╣ čĆą░čüčéą▓ąŠčĆ 20% HNO3 (ą░ąĘąŠčéąĮą░čÅ ą║ąĖčüą╗ąŠčéą░) + 2% HF (čäč鹊čĆąŠą▓ąŠą┤ąŠčĆąŠą┤) ą┤ą╗čÅ ąĮąĄą╣čéčĆą░ą╗ąĖąĘą░čåąĖąĖ ąŠčüčéą░č鹊čćąĮąŠą│ąŠ čĆą░čüčéą▓ąŠčĆą░ čēąĄą╗ąŠčćąĖ. . ą¤ąŠą▓ąĄčĆčģąĮąŠčüčéčī ąĖčüą┐čŗčéą░č鹥ą╗čīąĮąŠą╣ ą┐ą╗ą░čüčéąĖąĮčŗ ą┤ąŠą╗ąČąĮą░ ą▒čŗčéčī čüą▓ą░čĆąĄąĮą░ ą▓ č鹥č湥ąĮąĖąĄ 24 čćą░čüąŠą▓ ą┐ąŠčüą╗ąĄ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ. ąĢčüą╗ąĖ ąĖčüą┐čŗčéą░č鹥ą╗čīąĮą░čÅ ą┐ą╗ą░čüčéąĖąĮą░ ąŠčüčéą░ąĄčéčüčÅ ą┐ąŠčüą╗ąĄ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ą▓ č鹥č湥ąĮąĖąĄ ą┤ą╗ąĖč鹥ą╗čīąĮąŠą│ąŠ ą▓čĆąĄą╝ąĄąĮąĖ, ą┐ąĄčĆąĄą┤ čüą▒ąŠčĆą║ąŠą╣ ą┐ąĄčĆąĄą┤ čüą▓ą░čĆą║ąŠą╣ ąĄąĄ ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠ ą┐čĆąŠč鹥čĆąĄčéčī čüą┐ąĖčĆč鹊ą╝.
2. ą¤ąŠą┤ą░ą▓ąĖčéčī ąŠą▒čĆą░ąĘąŠą▓ą░ąĮąĖąĄ čüą▓ą░čĆąŠčćąĮčŗčģ ą┐ąŠčĆ ą┐čāč鹥ą╝ čĆąĄą│čāą╗ąĖčĆąŠą▓ą░ąĮąĖčÅ ą┐ą░čĆą░ą╝ąĄčéčĆąŠą▓ ą┐čĆąŠčåąĄčüčüą░ čüą▓ą░čĆą║ąĖ.
ą×ą▒čĆą░ąĘąŠą▓ą░ąĮąĖąĄ čüą▓ą░čĆąŠčćąĮčŗčģ ą┐ąŠčĆ čüą▓čÅąĘą░ąĮąŠ ąĮąĄ č鹊ą╗čīą║ąŠ čü ą║ą░č湥čüčéą▓ąŠą╝ ąŠą▒čĆą░ą▒ąŠčéą║ąĖ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĖ čüą▓ą░čĆąĮąŠą│ąŠ ąĖąĘą┤ąĄą╗ąĖčÅ, ąĮąŠ ąĖ čü ą┐ą░čĆą░ą╝ąĄčéčĆą░ą╝ąĖ čüą▓ą░čĆąŠčćąĮąŠą│ąŠ ą┐čĆąŠčåąĄčüčüą░. ąÆą╗ąĖčÅąĮąĖąĄ ą┐ą░čĆą░ą╝ąĄčéčĆąŠą▓ čüą▓ą░čĆą║ąĖ ąĮą░ ą┐ąŠčĆčŗ čłą▓ą░ ą│ą╗ą░ą▓ąĮčŗą╝ ąŠą▒čĆą░ąĘąŠą╝ ąŠčéčĆą░ąČą░ąĄčéčüčÅ ąĮą░ ą┐čĆąŠą┐ą╗ą░ą▓ą╗ąĄąĮąĖąĖ čłą▓ą░, č鹊 ąĄčüčéčī ą▓ą╗ąĖčÅąĮąĖąĖ čüąŠąŠčéąĮąŠčłąĄąĮąĖčÅ čłąĖčĆąĖąĮčŗ ąŠą▒čĆą░čéąĮąŠą╣ čüč鹊čĆąŠąĮčŗ čłą▓ą░ ąĮą░ ą┐ąŠčĆčŗ. ąÜąŠčŹčäčäąĖčåąĖąĄąĮčé čłąĖčĆąĖąĮčŗ ąŠą▒čĆą░čéąĮąŠą╣ čüč鹊čĆąŠąĮčŗ čłą▓ą░ ą┐čĆąĄą┤čüčéą░ą▓ą╗čÅąĄčé čüąŠą▒ąŠą╣ ąŠčéąĮąŠčłąĄąĮąĖąĄ ą│ą╗čāą▒ąĖąĮčŗ ą┐čĆąŠą▓ą░čĆą░ ą║ čłąĖčĆąĖąĮąĄ čüą▓ą░čĆąĮąŠą│ąŠ čłą▓ą░.
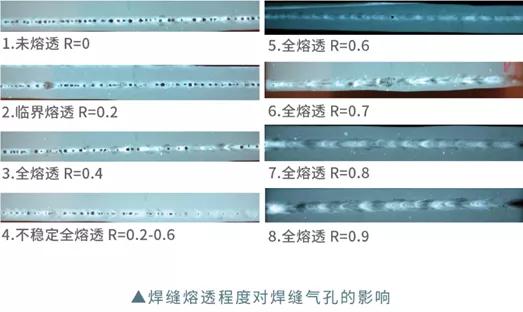
ąśąĘ ąĖčüą┐čŗčéą░ąĮąĖą╣ ą▓ąĖą┤ąĮąŠ, čćč鹊 ą║ąŠą│ą┤ą░ čüąŠąŠčéąĮąŠčłąĄąĮąĖąĄ ąĘą░ą┤ąĮąĄą╣ čłąĖčĆąĖąĮčŗ čüą▓ą░čĆąĮąŠą│ąŠ čłą▓ą░ R>0,6, ą║ąŠąĮčåąĄąĮčéčĆąĖčĆąŠą▓ą░ąĮąĮąŠąĄ čĆą░čüą┐čĆąĄą┤ąĄą╗ąĄąĮąĖąĄ čåąĄą┐ąĮčŗčģ ą┐ąŠčĆ ą▓ čüą▓ą░čĆąĮąŠą╝ čłą▓ąĄ ą╝ąŠąČąĄčé ą▒čŗčéčī čŹčäč乥ą║čéąĖą▓ąĮąŠ čāą╗čāčćčłąĄąĮąŠ. ąÜąŠą│ą┤ą░ ąŠčéąĮąŠčłąĄąĮąĖąĄ ąĘą░ą┤ąĮąĄą╣ čłąĖčĆąĖąĮčŗ R>0,8, ąĮą░ą╗ąĖčćąĖąĄ ą║čĆčāą┐ąĮčŗčģ ą┐ąŠčĆ ą▓ čüą▓ą░čĆąĮąŠą╝ čłą▓ąĄ ą╝ąŠąČąĄčé ą▒čŗčéčī čŹčäč乥ą║čéąĖą▓ąĮąŠ ąĖ ą▓ ąĘąĮą░čćąĖč鹥ą╗čīąĮąŠą╣ čüč鹥ą┐ąĄąĮąĖ čāą╗čāčćčłąĄąĮąŠ. ąŻčüčéčĆą░ąĮčÅąĄčé ąŠčüčéą░ą▓čłąĖąĄčüčÅ ą┐ąŠčĆčŗ ą▓ čüą▓ą░čĆąĮąŠą╝ čłą▓ąĄ.
3. ą¤ąŠą┤ą░ą▓ąĖč鹥 ąŠą▒čĆą░ąĘąŠą▓ą░ąĮąĖąĄ čüą▓ą░čĆąŠčćąĮčŗčģ ą┐ąŠčĆ, ą┐čĆą░ą▓ąĖą╗čīąĮąŠ ą▓čŗą▒čĆą░ą▓ čüąŠąŠčéą▓ąĄčéčüčéą▓čāčÄčēąĖą╣ ąĘą░čēąĖčéąĮčŗą╣ ą│ą░ąĘ ąĖ čüą║ąŠčĆąŠčüčéčī ą┐ąŠč鹊ą║ą░.
ąÆčŗą▒ąŠčĆ ąĘą░čēąĖčéąĮąŠą│ąŠ ą│ą░ąĘą░ ąĮą░ą┐čĆčÅą╝čāčÄ ą▓ą╗ąĖčÅąĄčé ąĮą░ ą║ą░č湥čüčéą▓ąŠ, čŹčäč乥ą║čéąĖą▓ąĮąŠčüčéčī ąĖ čüč鹊ąĖą╝ąŠčüčéčī čüą▓ą░čĆą║ąĖ. ąÆ ą┐čĆąŠčåąĄčüčüąĄ ą╗ą░ąĘąĄčĆąĮąŠą╣ čüą▓ą░čĆą║ąĖ ą┐čĆą░ą▓ąĖą╗čīąĮą░čÅ ą┐ąŠą┤ą░čćą░ ąĘą░čēąĖčéąĮąŠą│ąŠ ą│ą░ąĘą░ ą╝ąŠąČąĄčé čŹčäč乥ą║čéąĖą▓ąĮąŠ čāą╝ąĄąĮčīčłąĖčéčī ą┐ąŠčĆąĖčüč鹊čüčéčī čüą▓ą░čĆąĮąŠą│ąŠ čłą▓ą░.

ąÜą░ą║ ą┐ąŠą║ą░ąĘą░ąĮąŠ ąĮą░ čĆąĖčüčāąĮą║ąĄ ą▓čŗčłąĄ, Ar (ą│ą░ąĘ ą░čĆą│ąŠąĮ) ąĖ He (ą│ą░ąĘ ą│ąĄą╗ąĖą╣) ąĖčüą┐ąŠą╗čīąĘčāčÄčéčüčÅ ą┤ą╗čÅ ąĘą░čēąĖčéčŗ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéąĖ čüą▓ą░čĆąĮąŠą│ąŠ čłą▓ą░. ąÆ ą┐čĆąŠčåąĄčüčüąĄ ą╗ą░ąĘąĄčĆąĮąŠą╣ čüą▓ą░čĆą║ąĖ ą░ą╗čÄą╝ąĖąĮąĖąĄą▓ąŠą│ąŠ čüą┐ą╗ą░ą▓ą░ Ar ąĖ He ąĖąŠąĮąĖąĘčāčÄčé ą╗ą░ąĘąĄčĆ ą▓ čĆą░ąĘąĮąŠą╣ čüč鹥ą┐ąĄąĮąĖ, čćč鹊 ą┐čĆąĖą▓ąŠą┤ąĖčé ą║ čĆą░ąĘąĮąŠą╣ č乊čĆą╝ąĄ čüą▓ą░čĆąĮąŠą│ąŠ čłą▓ą░. ąĀąĄąĘčāą╗čīčéą░čéčŗ ą┐ąŠą║ą░ąĘčŗą▓ą░čÄčé, čćč鹊 ąŠą▒čēą░čÅ ą┐ąŠčĆąĖčüč鹊čüčéčī čüą▓ą░čĆąĮąŠą│ąŠ čłą▓ą░, ą┐ąŠą╗čāč湥ąĮąĮąŠą│ąŠ ą┐čĆąĖ ą▓čŗą▒ąŠčĆąĄ Ar ą▓ ą║ą░č湥čüčéą▓ąĄ ąĘą░čēąĖčéąĮąŠą│ąŠ ą│ą░ąĘą░, ą╝ąĄąĮčīčłąĄ, č湥ą╝ čā čüą▓ą░čĆąĮąŠą│ąŠ čłą▓ą░, ą┐ąŠą╗čāč湥ąĮąĮąŠą│ąŠ ą┐čĆąĖ ą▓čŗą▒ąŠčĆąĄ He ą▓ ą║ą░č湥čüčéą▓ąĄ ąĘą░čēąĖčéąĮąŠą│ąŠ ą│ą░ąĘą░.
ąÆ č鹊 ąČąĄ ą▓čĆąĄą╝čÅ čüą╗ąĄą┤čāąĄčé čéą░ą║ąČąĄ ąŠčéą╝ąĄčéąĖčéčī, čćč鹊 ąĄčüą╗ąĖ ą┐ąŠč鹊ą║ ą▓ąŠąĘą┤čāčģą░ čüą╗ąĖčłą║ąŠą╝ ą╝ą░ą╗ (<10 ą╗/ą╝ąĖąĮ), ą▒ąŠą╗čīčłąŠąĄ ą║ąŠą╗ąĖč湥čüčéą▓ąŠ ą┐ą╗ą░ąĘą╝čŗ, ąŠą▒čĆą░ąĘčāčÄčēąĄą╣čüčÅ ą┐čĆąĖ čüą▓ą░čĆą║ąĄ, ąĮąĄ ą╝ąŠąČąĄčé ą▒čŗčéčī čüą┤čāč鹊, čćč鹊 ą┤ąĄą╗ą░ąĄčé čüą▓ą░čĆąŠčćąĮčāčÄ ą▓ą░ąĮąĮčā ąĮąĄčüčéą░ą▒ąĖą╗čīąĮąŠą╣ ąĖ čāą▓ąĄą╗ąĖčćąĖą▓ą░ąĄčé ą▓ąĄčĆąŠčÅčéąĮąŠčüčéčī ąŠą▒čĆą░ąĘąŠą▓ą░ąĮąĖčÅ ą┐ąŠčĆ. ąÜąŠą│ą┤ą░ čüą║ąŠčĆąŠčüčéčī ą┐ąŠč鹊ą║ą░ ą│ą░ąĘą░ čāą╝ąĄčĆąĄąĮąĮą░čÅ (ąŠą║ąŠą╗ąŠ 15 ą╗/ą╝ąĖąĮ), ą┐ą╗ą░ąĘą╝ą░ čŹčäč乥ą║čéąĖą▓ąĮąŠ ą║ąŠąĮčéčĆąŠą╗ąĖčĆčāąĄčéčüčÅ, ą░ ąĘą░čēąĖčéąĮčŗą╣ ą│ą░ąĘ ąĖą│čĆą░ąĄčé ąŠč湥ąĮčī čģąŠčĆąŠčłčāčÄ čĆąŠą╗čī ą▓ ą┐čĆąĄą┤ąŠčéą▓čĆą░čēąĄąĮąĖąĖ ąŠą║ąĖčüą╗ąĄąĮąĖčÅ ą▓ ą▓ą░ąĮąĮąĄ čĆą░čüčéą▓ąŠčĆą░. ąÆ čŹč鹊 ą▓čĆąĄą╝čÅ ą┐ąŠčĆ ą╝ąĄąĮčīčłąĄ ą▓čüąĄą│ąŠ. ą¦čĆąĄąĘą╝ąĄčĆąĮčŗą╣ ą┐ąŠč鹊ą║ ą▓ąŠąĘą┤čāčģą░ čüąŠą┐čĆąŠą▓ąŠąČą┤ą░ąĄčéčüčÅ čćčĆąĄąĘą╝ąĄčĆąĮčŗą╝ ą┤ą░ą▓ą╗ąĄąĮąĖąĄą╝ ą│ą░ąĘą░, ą▓ čĆąĄąĘčāą╗čīčéą░č鹥 č湥ą│ąŠ čćą░čüčéčī ąĘą░čēąĖčéąĮąŠą│ąŠ ą│ą░ąĘą░ čüą╝ąĄčłąĖą▓ą░ąĄčéčüčÅ čü ą▓ąĮčāčéčĆąĄąĮąĮąĄą╣ čćą░čüčéčīčÄ ą▓ą░ąĮąĮčŗ čĆą░čüčéą▓ąŠčĆą░, ą▓čŗąĘčŗą▓ą░čÅ čāą▓ąĄą╗ąĖč湥ąĮąĖąĄ ą┐ąŠčĆąĖčüč鹊čüčéąĖ.
ąśąĘ-ąĘą░ čüą▓ąŠą╣čüčéą▓ čüą░ą╝ąŠą│ąŠ ą╝ą░č鹥čĆąĖą░ą╗ą░ čÅą▓ą╗ąĄąĮąĖčÅ čüą▓ą░čĆą║ąĖ ą▒ąĄąĘ ą┐ąŠčĆąĖčüč鹊čüčéąĖ ąĮąĄą╗čīąĘčÅ ą┐ąŠą╗ąĮąŠčüčéčīčÄ ąĖąĘą▒ąĄąČą░čéčī ą▓ ą┐čĆąŠčåąĄčüčüąĄ čüą▓ą░čĆą║ąĖ, ą░ ą┐ąŠčĆąĖčüč鹊čüčéčī ą╝ąŠąČąĮąŠ č鹊ą╗čīą║ąŠ čāą╝ąĄąĮčīčłąĖčéčī.
ąÜą░ą║ ą╝čŗ ą╝ąŠąČąĄą╝ č鹥ą▒ąĄ ą┐ąŠą╝ąŠčćčī?

Pes Laser, ą¤čĆąŠč乥čüčüąĖąŠąĮą░ą╗čīąĮąŠąĄ ą┐ąŠčüčéą░ą▓čēąĖą║ čĆąĄčłąĄąĮąĖą╣ ą┤ą╗čÅ ą╗ą░ąĘąĄčĆąĮąŠą╣ č鹥čģąĮąĖą║ąĖ





 ą¤ąŠą┤ą┤ąĄčƹȹĖą▓ą░ąĄčéčüčÅ čüąĄčéčī IPv6
ą¤ąŠą┤ą┤ąĄčƹȹĖą▓ą░ąĄčéčüčÅ čüąĄčéčī IPv6 










