

ą¤čĆąŠčåąĄčüčü: čŹčéą░ą╗ąŠąĮąĮąŠąĄ ąĘąĮą░č湥ąĮąĖąĄ ą┐čĆąŠčåąĄčüčüą░
Jan 12, 2023ąĪą╗ąĄą┤čāą╣č鹥 čŹčéąĖą╝ ą┐čĆąĖąĮčåąĖą┐ą░ą╝ ą┐čĆąĖ čüą▓ą░čĆą║ąĄ
ŌæĀ ą¦ąĄą╝ č鹊ą╗čēąĄ ą┐ą╗ą░čüčéąĖąĮą░, č鹥ą╝ č鹊ą╗čēąĄ čüą▓ą░čĆąŠčćąĮą░čÅ ą┐čĆąŠą▓ąŠą╗ąŠą║ą░; č鹥ą╝ ą▓čŗčłąĄ ą╝ąŠčēąĮąŠčüčéčī ąĖ ą╝ąĄą┤ą╗ąĄąĮąĮąĄąĄ čüą║ąŠčĆąŠčüčéčī ą┐ąŠą┤ą░čćąĖ ą┐čĆąŠą▓ąŠą╗ąŠą║ąĖ.
ŌæĪ ą¦ąĄą╝ ąĮąĖąČąĄ ą╝ąŠčēąĮąŠčüčéčī, č鹥ą╝ ą▒ąĄą╗ąĄąĄ ą┐ąŠą▓ąĄčĆčģąĮąŠčüčéčī čüą▓ą░čĆą║ąĖ. ą¦ąĄą╝ ą▒ąŠą╗čīčłąĄ ą╝ąŠčēąĮąŠčüčéčī, č鹥ą╝ čåą▓ąĄčé čüą▓ą░čĆąĮąŠą│ąŠ čłą▓ą░ ą▒čāą┤ąĄčé ą╝ąĄąĮčÅčéčīčüčÅ ąĮą░ č湥čĆąĮčŗą╣, ąĖ ą▓ čŹč鹊 ą▓čĆąĄą╝čÅ ą▒čāą┤ąĄčé č乊čĆą╝ąĖčĆąŠą▓ą░čéčīčüčÅ ąŠą┤ąĮąŠčüč鹊čĆąŠąĮąĮčÅčÅ č乊čĆą╝ą░.
Ōæó ąóąŠą╗čēąĖąĮą░ ąĖ č鹊ąĮą║ąŠčüčéčī čüą▓ą░čĆąŠčćąĮąŠą╣ ą┐čĆąŠą▓ąŠą╗ąŠą║ąĖ ąĮąĄ ą┤ąŠą╗ąČąĮčŗ ą┐čĆąĄą▓čŗčłą░čéčī č鹊ą╗čēąĖąĮčā ą╗ąĖčüčéą░, ą░ ąĮąĄ ą┐čĆąĖą▒ą╗ąĖąČą░čéčīčüčÅ ą║ č鹊ą╗čēąĖąĮąĄ ą╗ąĖčüčéą░. ąĪą▓ą░čĆąŠčćąĮą░čÅ ą┐čĆąŠą▓ąŠą╗ąŠą║ą░ čéą░ą║ąČąĄ ą▓ą╗ąĖčÅąĄčé ąĮą░ ą┐ąŠą╗ąĮąŠčéčā čüą▓ą░čĆąĮąŠą│ąŠ čłą▓ą░.
ŌæŻ ą¦ąĄą╝ č鹊ąĮčīčłąĄ čüą▓ą░čĆąŠčćąĮą░čÅ ą┐čĆąŠą▓ąŠą╗ąŠą║ą░, č鹥ą╝ ą╝ąĄąĮčīčłąĄ čłąĖčĆąĖąĮą░ čüą║ą░ąĮąĖčĆąŠą▓ą░ąĮąĖčÅ.
ąÆ ąĘą░ą▓ąĖčüąĖą╝ąŠčüčéąĖ ąŠčé čĆą░ąĘą╗ąĖčćąĮčŗčģ ą╝ą░čĆąŠą║ ą╗ą░ąĘąĄčĆąŠą▓, ą▓ čüą╗ąĄą┤čāčÄčēąĖčģ ą┐čĆąŠčåąĄčüčüą░čģ ą┤ą╗čÅ ą┐čĆąŠą▓ąĄą┤ąĄąĮąĖčÅ ą║ąŠąĮčéčĆąŠą╗čīąĮčŗčģ ąĖčüą┐čŗčéą░ąĮąĖą╣ ąĖčüą┐ąŠą╗čīąĘčāąĄčéčüčÅ čüą╗ąĄą┤čāčÄčēąĖą╣ ą╗ą░ąĘąĄčĆ. ąØąŠ čŹč鹊 č鹊ą╗čīą║ąŠ ą┤ą╗čÅ čüą┐čĆą░ą▓ą║ąĖ, ąĖ ąĄą│ąŠ ąĮąĄąŠą▒čģąŠą┤ąĖą╝ąŠ čüąŠąŠčéą▓ąĄčéčüčéą▓čāčÄčēąĖą╝ ąŠą▒čĆą░ąĘąŠą╝ ąĮą░čüčéčĆąŠąĖčéčī ą┐čĆąĖ ąĖčüą┐ąŠą╗čīąĘąŠą▓ą░ąĮąĖąĖ.
ŌæĀąóąŠčéč鹥ąĮčģ菹╝ ąźąŠčéčüą┐čāčĆ/ą¦čāą░ąĮą│čüąĖąĮčī/ąöąČąĄą┐čé
ŌæĪąÉčĆą│ąŠąĮ
I. ąŻą│ą╗ąĄčĆąŠą┤ąĖčüčéą░čÅ čüčéą░ą╗čī/ąŠčåąĖąĮą║ąŠą▓ą░ąĮąĮčŗą╣ ą╗ąĖčüčé

ą¤čĆąĖą╝ąĄčćą░ąĮąĖąĄ. ą¤ąŠą┤ ą▓ąŠąĘą┤ąĄą╣čüčéą▓ąĖąĄą╝ čåąĖąĮą║ąŠą▓ąŠą│ąŠ čüą╗ąŠčÅ ąŠčåąĖąĮą║ąŠą▓ą░ąĮąĮąŠą│ąŠ ą╗ąĖčüčéą░ ą╝ąŠčēąĮąŠčüčéčī ąŠčåąĖąĮą║ąŠą▓ą░ąĮąĮąŠą│ąŠ ą╗ąĖčüčéą░ ą╝ąŠąČąĄčé ą▒čŗčéčī čüąŠąŠčéą▓ąĄčéčüčéą▓čāčÄčēąĖą╝ ąŠą▒čĆą░ąĘąŠą╝ čüąĮąĖąČąĄąĮą░.
II. ąĮąĄčƹȹ░ą▓ąĄčÄčēą░čÅ čüčéą░ą╗čī

ą£ąŠčēąĮąŠčüčéčī ąĮąĄčƹȹ░ą▓ąĄčÄčēąĄą╣ čüčéą░ą╗ąĖ 3000 ąÆčé ą╝ąŠąČąĄčé ąĖą╝ąĄčéčī čüčüčŗą╗ą║čā ąĮą░ čāą│ą╗ąĄčĆąŠą┤ąĖčüčéčāčÄ čüčéą░ą╗čī.
III. ą░ą╗čÄą╝ąĖąĮąĖą╣
ąÉą╗čÄą╝ąĖąĮąĖąĄą▓čŗą╣ ą┐čĆąŠčåąĄčüčü ąŠčéąĮąŠčüąĖčéčüčÅ ą║ ą┐čĆąŠčåąĄčüčüčā ąĖąĘ ąĮąĄčƹȹ░ą▓ąĄčÄčēąĄą╣ čüčéą░ą╗ąĖ, ą╝ąŠčēąĮąŠčüčéčī ą╝ąŠąČąĄčé ą▒čŗčéčī čāą▓ąĄą╗ąĖč湥ąĮą░ č鹊ą╗čīą║ąŠ ąĮą░ 20%-30%. ąæąŠą╗ąĄąĄ č鹊ą│ąŠ, ąĄčüčéčī čĆą░ąĘą╗ąĖčćąĖčÅ ąĖ ą▓ č乊ą║čāčüąĄ, ą║ąŠč鹊čĆčŗą╣ ąĮčāąČąĮąŠ ąĮą░čüčéčĆą░ąĖą▓ą░čéčī ą▓čĆčāčćąĮčāčÄ.
ąĪčüčŗą╗ą║ą░: ąĪą▓ą░čĆą║ą░ ą▓ąĮčāčéčĆąĄąĮąĮąĄą│ąŠ čāą│ą╗ą░ ąĖąĘ ąĮąĄčƹȹ░ą▓ąĄčÄčēąĄą╣ čüčéą░ą╗ąĖ 0,5 ą╝ą╝
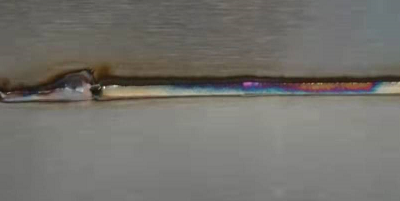
ąĪą║ąŠčĆąŠčüčéčī čüą║ą░ąĮąĖčĆąŠą▓ą░ąĮąĖčÅ ą┐čĆąŠą▓ąŠą╗ąŠą║ąĖ ąĖąĘ ąĮąĄčƹȹ░ą▓ąĄčÄčēąĄą╣ čüčéą░ą╗ąĖ 0,8 čüąŠčüčéą░ą▓ą╗čÅąĄčé 350, čłąĖčĆąĖąĮą░ čüą║ą░ąĮąĖčĆąŠą▓ą░ąĮąĖčÅ - 2, ą┐ąĖą║ąŠą▓ą░čÅ ą╝ąŠčēąĮąŠčüčéčī - 350, čĆą░ą▒ąŠčćąĖą╣ čåąĖą║ą╗ - 100, čćą░čüč鹊čéą░ - 2000.
ąĪą▓ąĄčé ą┐čĆąŠąĮąĖą║ą░ąĄčé ą▓ ą┐ą╗ą░čüčéąĖąĮčā, ąĖ ą▓ąĄą╗ąĖčćąĖąĮą░ ą┤ąĄč乊čĆą╝ą░čåąĖąĖ ąŠč湥ąĮčī ą▓ąĄą╗ąĖą║ą░, ą┐ąŠčŹč鹊ą╝čā ą╝čŗ ą┐čĆąĖąĮąĖą╝ą░ąĄą╝ ą╝ąĄčĆčŗ ą┐ąŠ čāą╝ąĄąĮčīčłąĄąĮąĖčÄ ą╝ąŠčēąĮąŠčüčéąĖ.
ąĪą║ąŠčĆąŠčüčéčī čüą║ą░ąĮąĖčĆąŠą▓ą░ąĮąĖčÅ ą┐čĆąŠą▓ąŠą╗ąŠą║ąĖ ąĖąĘ ąĮąĄčƹȹ░ą▓ąĄčÄčēąĄą╣ čüčéą░ą╗ąĖ 0,8 čüąŠčüčéą░ą▓ą╗čÅąĄčé 350, čłąĖčĆąĖąĮą░ čüą║ą░ąĮąĖčĆąŠą▓ą░ąĮąĖčÅ - 2, ą┐ąĖą║ąŠą▓ą░čÅ ą╝ąŠčēąĮąŠčüčéčī - 260 , čĆą░ą▒ąŠčćąĖą╣ čåąĖą║ą╗ - 100, čćą░čüč鹊čéą░ - 2000.
ąĪč鹥ą┐ąĄąĮčī ą┤ąĄč乊čĆą╝ą░čåąĖąĖ ą▒čŗą╗ą░ čāą╝ąĄąĮčīčłąĄąĮą░, ąĮąŠ ą┐ąŠ-ą┐čĆąĄąČąĮąĄą╝čā ą╗ąĄą│ą║ąŠ ąŠą▒ąČąĄčćčīčüčÅ, ą║ąŠą│ą┤ą░ čüą▓ąĄčé ąĮą░čćąĖąĮą░ąĄčé ą▓čŗčģąŠą┤ąĖčéčī, ą┐ąŠčŹč鹊ą╝čā ą╝čŗ ą┐čĆąŠą┤ąŠą╗ąČą░ąĄą╝ čāą╝ąĄąĮčīčłą░čéčī ą╝ąŠčēąĮąŠčüčéčī ą▓ ą┐čĆąŠčåąĄčüčüąĄ.

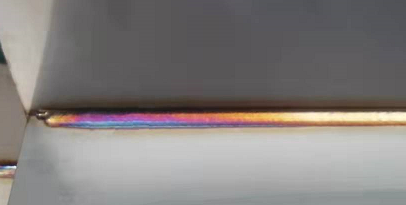
ąĪą║ąŠčĆąŠčüčéčī čüą║ą░ąĮąĖčĆąŠą▓ą░ąĮąĖčÅ ą┐čĆąŠą▓ąŠą╗ąŠą║ąĖ ąĖąĘ ąĮąĄčƹȹ░ą▓ąĄčÄčēąĄą╣ čüčéą░ą╗ąĖ 0,8 čüąŠčüčéą░ą▓ą╗čÅąĄčé 350, čłąĖčĆąĖąĮą░ čüą║ą░ąĮąĖčĆąŠą▓ą░ąĮąĖčÅ ŌĆö 2 , ą┐ąĖą║ąŠą▓ą░čÅ ą╝ąŠčēąĮąŠčüčéčī ŌĆö 200 , čĆą░ą▒ąŠčćąĖą╣ čåąĖą║ą╗ ŌĆö 100, čćą░čüč鹊čéą░ ŌĆö 2000.
ąŁčäč乥ą║čé ą▓čŗą│ą╗čÅą┤ąĖčé čüą╗ąĄą┤čāčÄčēąĖą╝ ąŠą▒čĆą░ąĘąŠą╝ ŌæĀ. ąÜąŠą│ą┤ą░ ą▓čŗ čāą▓ąĄą╗ąĖčćąĖą▓ą░ąĄč鹥 čłąĖčĆąĖąĮčā ą┤ąŠ 3 , čŹč鹊 ą┐ąŠą║ą░ąĘą░ąĮąŠ ąĮą░ čĆąĖčüčāąĮą║ąĄ ŌæĪ.
ąÜą░ą║ ą╝čŗ ą╝ąŠąČąĄą╝ č鹥ą▒ąĄ ą┐ąŠą╝ąŠčćčī?

Pes Laser, ą¤čĆąŠč乥čüčüąĖąŠąĮą░ą╗čīąĮąŠąĄ ą┐ąŠčüčéą░ą▓čēąĖą║ čĆąĄčłąĄąĮąĖą╣ ą┤ą╗čÅ ą╗ą░ąĘąĄčĆąĮąŠą╣ č鹥čģąĮąĖą║ąĖ





 ą¤ąŠą┤ą┤ąĄčƹȹĖą▓ą░ąĄčéčüčÅ čüąĄčéčī IPv6
ą¤ąŠą┤ą┤ąĄčƹȹĖą▓ą░ąĄčéčüčÅ čüąĄčéčī IPv6 










